

上画像はHeavy Gauge Guitarsの「アコースティックギター基本調整Standard」とオプションの「サドル底面切削による弦高修正」をやらせていただいたHistory NTS3です。ご依頼主様のご許可を頂き、アコギの基本調整の例としてレポートさせていただくこととなりました。アコギの調整をご検討されている方のご参考になれば幸いです。
Heavy Gauge Guitarsでのアコースティックギターの基本調整Standardコースの主な内容は以下の通り。
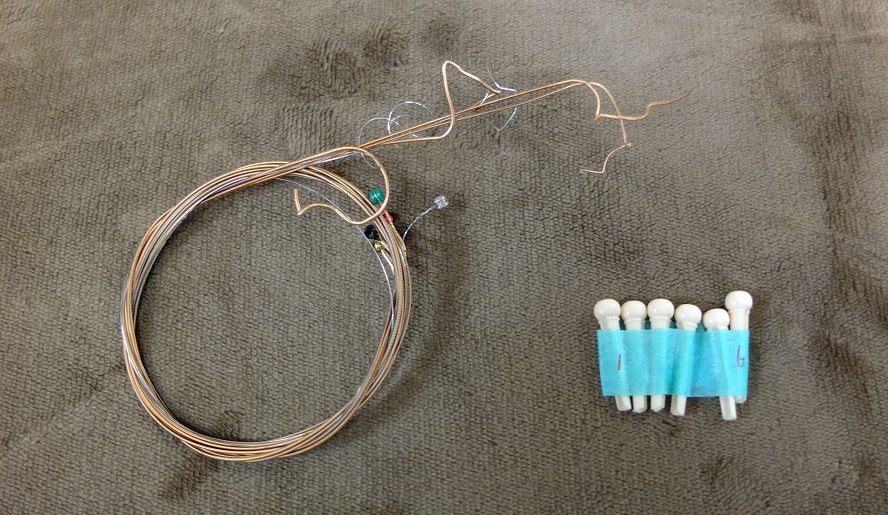
- 弦張替え
- ネック調整(トラスロッド調整)/弦高調整
- ペグ等ねじ止め部のチェック、調整
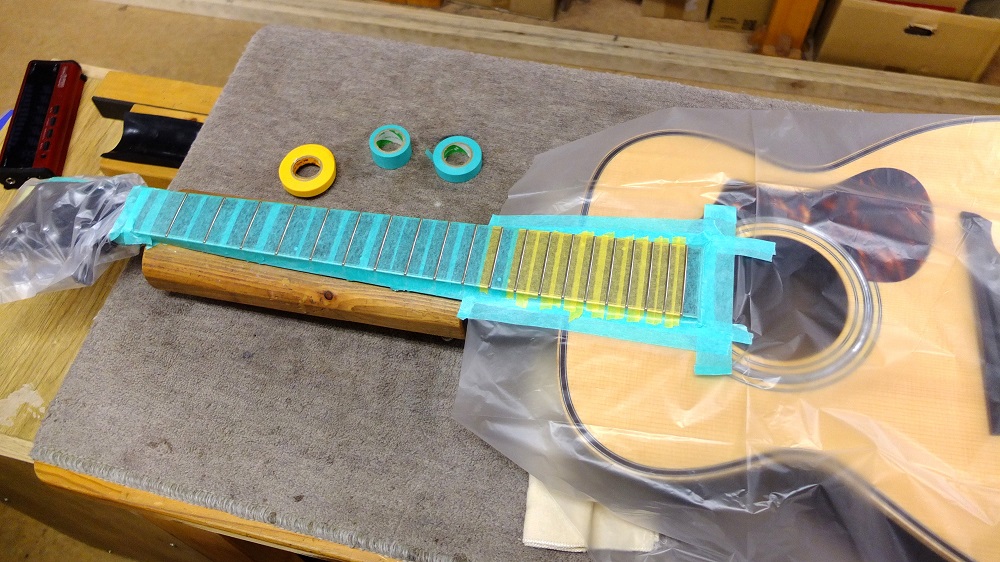
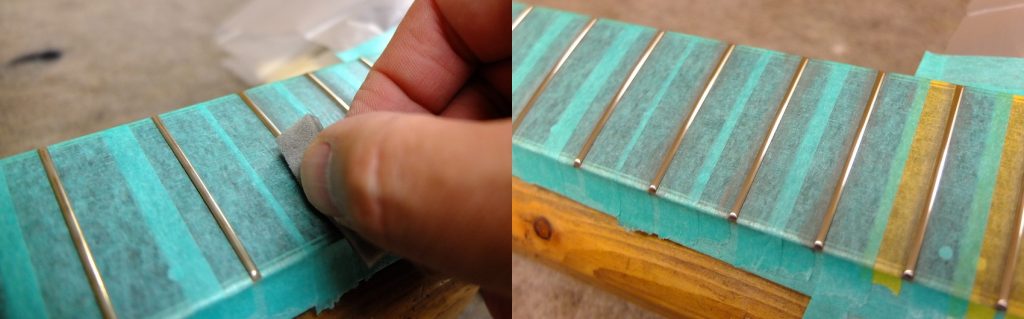
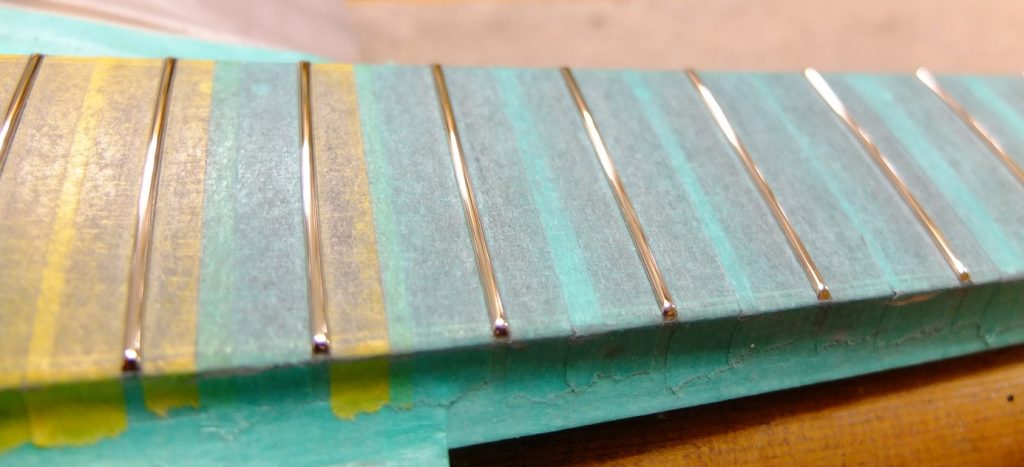
- フレットの鏡面研磨
- 指板クリーニング・コンディショニング
当店ではご依頼主様が気にしている箇所等ヒアリング、実機の点検を行った上で持ち主様のご要望を実現するための処置方法の提案(選択肢の提示)をさせていただいております。今回は「弦高を下げたい」という強いご希望もあり、上記メニューだけではは不十分と考え、追加オプションのサドル底面切削による弦高修正も提案、実施させていただきました。以下レポートします。

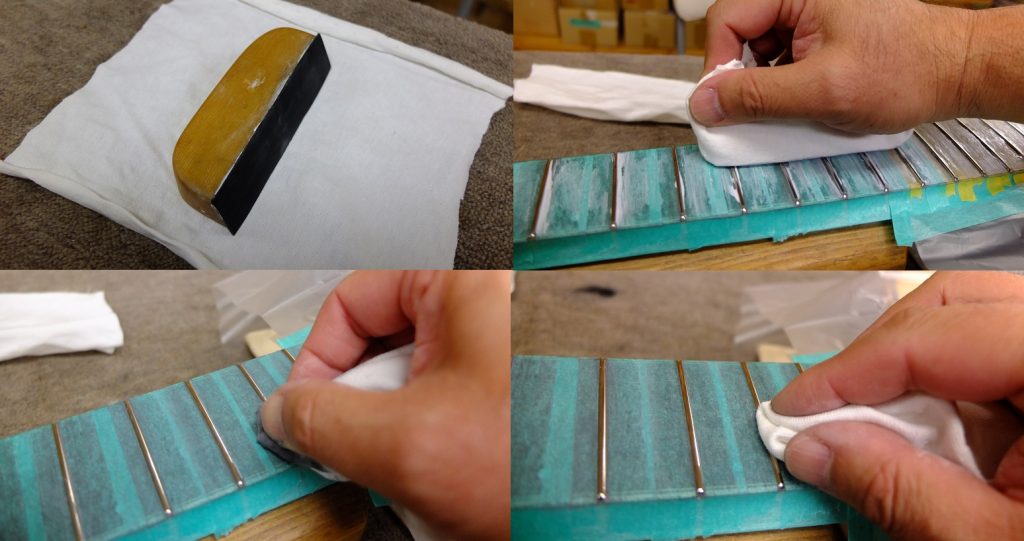
手磨きは結構疲れるので以前は電動工具を用いていたのですが、自分の場合、意外と手磨きの方が綺麗に仕上がるのと電動工具だと研磨剤が広範囲に飛び散ってしまって後始末が大変なのでここ数年は手磨きに落ち着いています。
研磨剤はホームセンターなどで入手できるピカールや車用の傷取りコンパウンドでもフレットは綺麗になりますが、溶剤に何が使われているかわからないことが多く、指板材やバインディング材、塗膜保護の観点から当店では素性がよくわからない剤は使わないようにしていて、ギター制作の塗装研磨で使用するコンパウンドを使っています。


今回のギターには該当しませんが、手垢が強固にこびりついているような汚れのひどい場合はマスキングの前に汚れをこそぎ落とす工程やオレンジオイルを用いたクリーニングを追加することがあります。

指板コンディショニングによって指板も摩耗に強くなります。ローズウッドやエボニー指板の場合、ケアをしないまま長く弾いていると指板が乾燥してカサカサになってしまったり、手汗の浸透や垢の付着、指板の乾燥収縮、湿気による膨潤によってフレットが浮いてきてしまいやすくなります。また、そうした状態の指板は摩耗が早くなりやすく凹みが生じたりします。指板コンディショニングは結構大事なケアだと言えます。

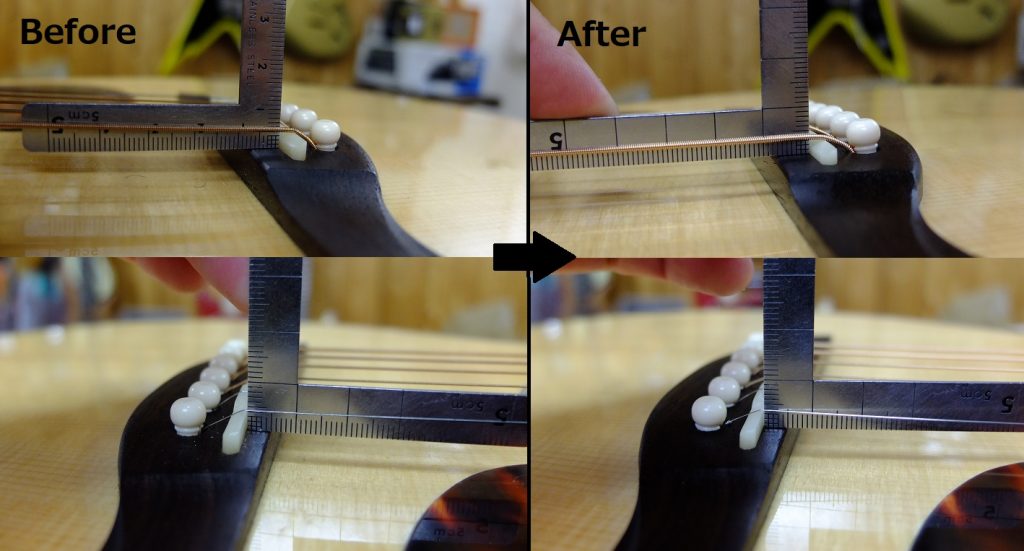
今回の場合、お持ち込み時の弦高は1弦12フレット1.9mm、6弦は2.7mmくらいでしたが、以前の調整でトラスロッドを締めすぎたのかネックは逆反り気味でした。ご依頼主様へのヒアリングで2,3弦あたりでバズが気になるというような話もあったのですが、それはネックが逆反り気味だったことの影響と考え、確認のためにトラスロッドを少し緩める方向に調整(弦高は1弦2.0mm、6弦2.8~2.9mmに変化)で試し弾きしていただいたところ、バズは気にならなくなりました。また、この状態で弦高が気になるのは低音弦側ということもはっきりしました。ご依頼主様が感じている不満点を整理してサドルの切削量を決定してようやく切削に移ります。今回の場合、トラスロッド調整後の状態から1弦側は0.2mm、弦高が高いと顕著に感じる6弦側は0.6mm弱低くなるように切削。
サドル切削に挑戦する際のご注意
サドル底面の切削調整はYoutubeなどで「簡単に弦高を下げる方法」という感じで紹介されていることが多く、挑戦している方もたくさんいるようですが、実はこの作業の失敗によるトラブルは非常に多く、当店でも失敗しておかしくなってしまったアコギがよく持ち込まれます。サドル底面切削は弦高を下げるのが目的で行う作業ですが実は第一選択の方法ではありません。アコギの弦高調整は第一にトラスロッド調整とナット溝の確認、必要に応じてナット溝掘り下げ修正の方が優先順位が高く、それでも足りないときにサドルを削るという手順になります。さらに1弦から6弦の弦高のバランスを考えるとサドル底面を削って全体的に下げるのではなく、サドル上面の任意の箇所を削る、あるいは任意のRに削る方が先決のことも多くなります。実はサドルのRと指板Rがずれているギターも多く、そうしたギターで安易にサドル底面を削ってしまうと弦高が低すぎる弦とそうでない弦の落差が顕著に出るようになるなどかえってバランスが崩れますし、1弦側と6弦側の修正量の差が大きいときは無理に底面切削してしまうとサドル両端の垂直の修正で不都合が生じることもあります。上面の切削ではオクターブを意識して各弦の乗る位置の修正や弦が乗る箇所のカーブも踏まえて成形しなければならないのでより高度になります。
サドル切削失敗の典型的症状
①弦高が低くなり過ぎた。各弦のバランスが悪くなった。
②サドルが傾いてしまった。なぜか浮いてしまう。ピエゾPUの出力が弦毎でばらばら、音が小さい。ノイズやバズの増大。
③弦高は下がったが、音がビビるようになった。あるいは音が伸びなくなった。サドルの上を弦が動きやすくなった。
これらの症状は複合的に生じることも多いです。サドル切削を行って以上のような症状を一つでも感じるようになった場合は削りすぎ、面精度・直線精度・角度精度の不足・不良、R不一致等が強く疑われます。こうした例では削ってしまった部位は戻せないので失敗への対処は「サドルを新しく作り直す」となることが多いですが、逆に言えば、失敗したら新しくサドルを作れば解決するので挑戦するのも決して悪いことではないと思います。とは言え安易に挑戦してかえって解決費用が高コストになりがちでもあるので挑戦しようと思っている男前な方はご注意を!



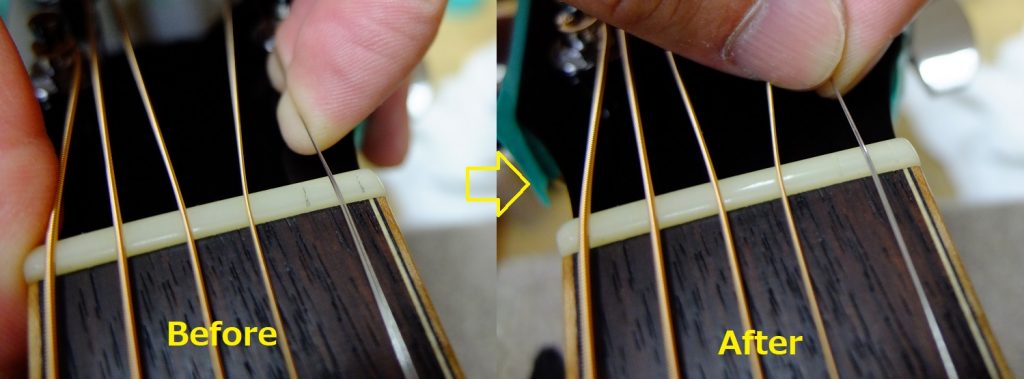
一番最初の項で触れた弦の張り方ですが、当店ではペグポストの穴に弦を通し、そのまま巻いてゆくだけ。穴に通した弦を折り返したりするのが昔からある弦の張り方ではあるのですが、実はそこまでする必要はなく、むしろ単純に穴に通しただけで巻く方が早くきれいに巻けてなおかつチューニングも安定しやすいです(画像右)。取り外しも比較的簡単でケガもしにくくなるのでお勧めです。巻数は6弦1.5±0.5周で1弦は4~5周を基準にして太い弦は少な目、細い弦は多めを前提にギターの仕様によって微調整しています。例外的にフェンダータイプの平行段ヘッドでは弦がナットを押さえつける力を稼ぐために3,4弦あたりはかなり多めに巻くこともあります。

仕上がったらサウンドチェック。まずは指弾き。
ピック弾きでもチェック。
以上で作業は完了になります。返却時にご本人に弾いていただいて確認してもらい、必要に応じて微調整を加えることもあります。また、返却から2週間以内に状態の変化を感じた場合は無償で再調整を保証しています。引き取り時にOKと思っても家で弾いているうちに違和感に気づいたりすることはあるでしょうし、ネックの反り具合は少し時間をおいてあるいは時間をかけて変化することもあるのでそうした保証も必要と考えております。
今回はアコースティックギターの基本調整の例、特にフレットの鏡面研磨とオプションのサドル切削について掘り下げて紹介しました。ご参考になれば幸いです。